ChartWater™ offers the most efficient, cost-effective solutions for contaminant removal, including PFAS and arsenic, aerobic biological processes, pH adjustment, ozonation, desalination, odor control and aeration.
Who We Are and What We Do
AdEdge is a water treatment solution provider specializing in the design, manufacturing and execution of engineered systems that remove a wide range of contaminants from drinking, waste and industrial water, together with water reuse applications. BlueInGreen is a water clean-tech specialist and dissolved gas expert that leads the effort to replace chemicals, catalysts and ambient air with oxygen, carbon dioxide and ozone delivering lower treatment costs for pH control, oxidation and odor control. Howden is a global manufacturer of high efficiency blowers and compressors and innovative digital solutions for advanced, efficient smart ambient aeration systems.
ChartWater™ is a global manufacturer of high-recovery and low-waste solutions for the treatment and removal of ammonia, arsenic, boron, BOD, chromium VI, disinfection, fluoride, gross alpha, hardness, iron, lead, manganese, nitrates, perchlorate, PFAS, pH and corrosion control, radium, selenium, sulfides/odor, TDS, TSS, TOC, turbidity, uranium, VOC's and any combination of multiple contaminants. Howden blowers and compressors are key components of aeration systems used to manage effluent. Scroll down for more information, and access our resource center for brochures, specifications, case studies and more.
}
Introducing ChartWater
With >8,100 installations across 85 countries, ChartWater technologies, products and services help provide sanitation and safe drinking water to almost a billion people worldwide.
Learn more in under 4 minutes with our short video.
SDOX® for Biological Treatment, Post-treatment Aeration, Odor & Corrosion Control
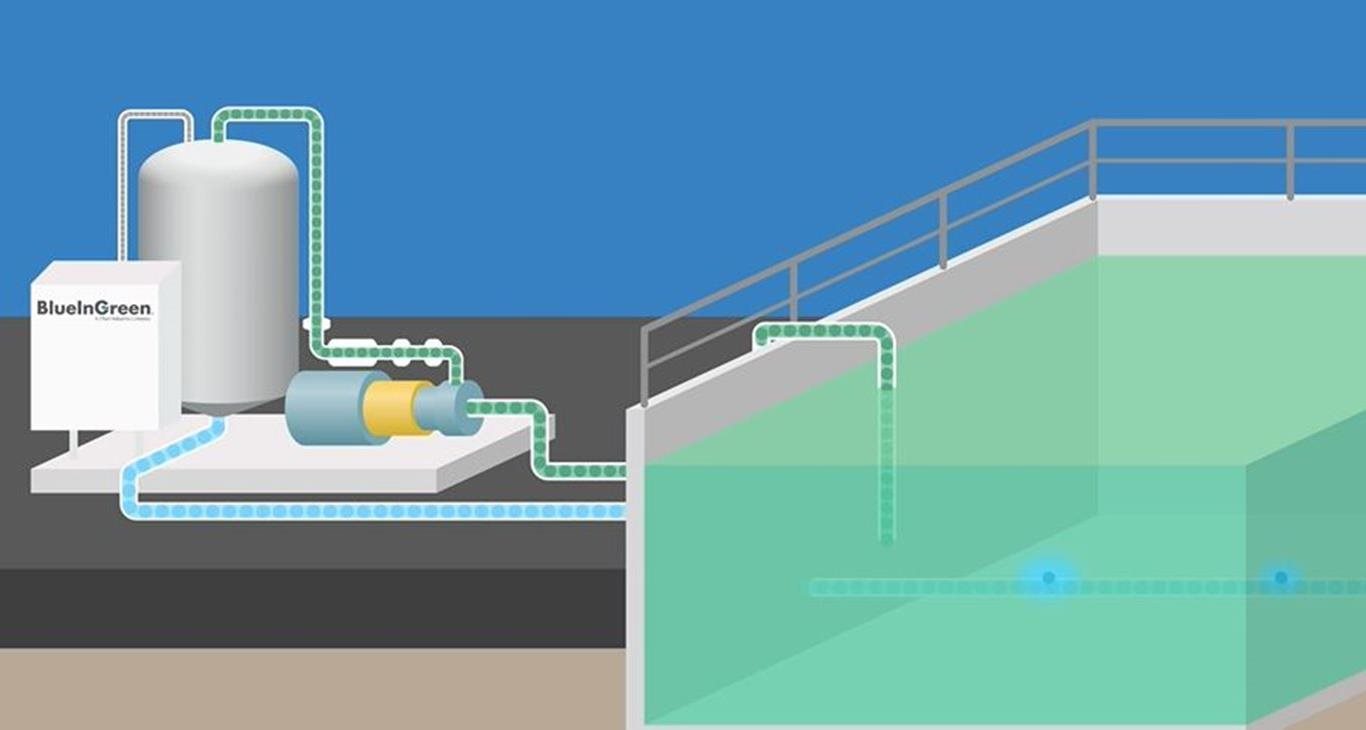
Supersaturated dissolved oxygen technology (SDOX®) is the most efficient method of dissolving oxygen in liquids, providing efficient and effective solutions for the biological treatment of wastewater, post-treatment aeration, odor and corrosion control, and environmental remediation of polluted waterways.
PFAS & Arsenic Removal
ChartWater redesigned the filtration system to simultaneously remove PFAS and arsenic making water cleaner, convenient and more affordable for the community of Ramsey, NJ.
Providing a complete portfolio of solutions for the treatment and removal of multiple water contaminants. Scroll through our range and access supporting information.
PFAS Removal
ChartWater has extensive experience with effective methods for removing PFAS from water. We combine our proven PFAS treatment solutions with our matrix of treatment technologies to provide a complete system, including pre- and post- treatment as needed, to best fit the application and optimize the total life-cycle cost.
Arsenic Removal
Compliance with World Health Organisation and US EPA maximum contaminant level of 10 parts ber billion for arsenic impacts thousands of water systems globally. ChartWater provides multiple solutions, from residential applications all the way to systems that treat millions of gallons of water every day.
BOD Removal
Fully functional water treatment system packaged in a robust, 20-ft ISO shipping container, contains two, skid-mounted SDOX® 600 units and the balance of equipment. Each Dual SDOX® 600 can deliver more than 10,000 lbs. (4,500 kg) of oxygen per day, with the number of containers required being a function of your treatment needs.
Nitrate Removal
biottta® is a sustainable biological alternative to ion exchange and reverse osmosis for the removal of nitrates and other organic and inorganic contaminants. Furthermore, biottta® breaks down contaminants and eliminates the nitrate laden waste stream left by the traditional technologies.
pH Adjustment
The combination of Chart equipment and BIG technology delivers an end-to-end solution that consumes up to 40% less gas than other alternatives for the same level of treatment while featuring the smallest energy, carbon and physical footprint available.
Manganese Removal
Manganese is common in groundwater and typically seen as a nuisance contaminant causing discoloration and taste issues. However, recent studies have shown manganese toxicity targeting the central nervous system resulting in lowered IQ, poor motor functions, decreased attention span, and hyperactivity, especially in children.
Aeration Systems
Aeration can account for up to 75% of your plant’s overall energy expenditure during the wastewater treatment process. A well-designed aeration system has a direct impact on the wastewater treatment; reducing the length the process takes, increasing energy efficiency, and cutting costs.
CubusTurbo by Howden
CubusTurbo by Howden is a fully integrated turbo blower complete with variable frequency drive and on board control system ensuring a simple and cost effective installation solution for municipal and industrial wastewater applications.
Spencer Power Mizer
Power Mizer Series 7000 blowers were furnished at a wastewater treatment facility in China, serving a city of 4.5 million. The system provides 40,000 cfm of air to the biological treatment process in 36 aeration basins through a network of fine bubble diffusers.
Prescriptive Maintenance
Using Howden Uptime to create outcome focused recommendations for operation and maintenance of high speed turbo blowers used in wastewater aeration.
MVR
With an increased need to protect water resources and reuse wastewater, many industries are looking at mechanical vapor recompression (MVR) based zero liquid discharge (ZLD) systems. Howden MVR systems purify discharge and recycle water for reuse.
Treating Multiple Contaminants
The combined technologies of AdEdge and BlueInGreen provide a complete portfolio of treatment solutions for removal/treatment of multiple water contaminants.
Treatment Systems for PFAS
PFAS are a family of man-made chemicals known to cause health issues.
Four validated treatment solutions for optimized life-cycle costs
Any size system
Turnkey media replacement and disposal services
Can be delivered as Treatment as a Service (TaaS) systems for emergency treatment
High Recovery, Low Waste Solutions
ChartWater Systems optimize water use, wastewater treatment, water recycle and re-use, eliminate waste and improve efficiencies. Water recycle and re-use is important everywhere but especially in arid regions
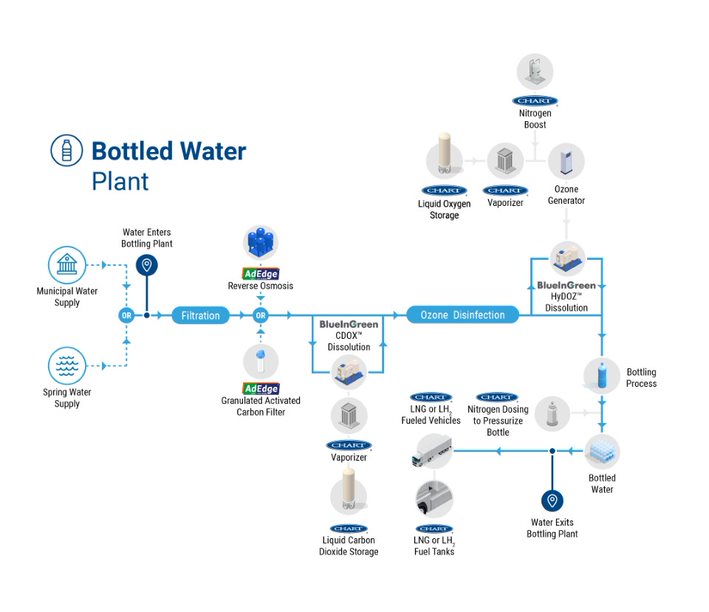
Food and beverage plant example.
Recycled water is available onsite for washing, irrigation, and if regulation allows, potable re-use
Carbon dioxide for carbonation and/or pH control
Precise nitrogen dosing reduces the thickness of plastic for bottles (reducing waste and cost) and removes Total Packaged Oxygen (TPO) to extend the shelf life of products
Examples include beverages, potato chips, cereals and baby foods
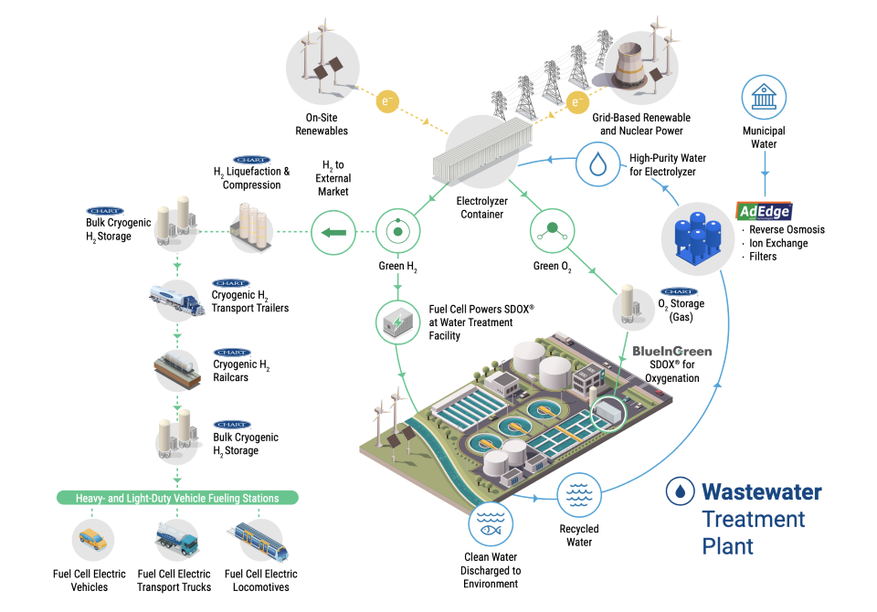
Connecting Clean Water and Green Hydrogen
Chart's combined water treatment and cryogenic technologies can create a complete value chain for providing clean water and green hydrogen.
Recycled water is treated to ultra-purity standards suitable for hydrogen electrolysis
Hydrogen energy and pure oxygen, stored as a cryogenic liquid, are used with SDOX technology for improved wastewater treatment
Hydrogen is stored and distributed as a cryogenic liquid gas
Smart Aeration
Enhancing wastewater solutions with the combination of Uptime, offering a unique and innovative digital solution for the performance optimisation of your equipment.
The combined technologies of AdEdge and BlueInGreen provide a complete portfolio of treatment solutions for removal/treatment of multiple water contaminants.
Treatment Systems for PFAS
PFAS are a family of man-made chemicals known to cause health issues.
Four validated treatment solutions for optimized life-cycle costs
Any size system
Turnkey media replacement and disposal services
Can be delivered as Treatment as a Service (TaaS) systems for emergency treatment
High Recovery, Low Waste Solutions
ChartWater Systems optimize water use, wastewater treatment, water recycle and re-use, eliminate waste and improve efficiencies. Water recycle and re-use is important everywhere but especially in arid regions
Food and beverage plant example.
Recycled water is available onsite for washing, irrigation, and if regulation allows, potable re-use
Carbon dioxide for carbonation and/or pH control
Precise nitrogen dosing reduces the thickness of plastic for bottles (reducing waste and cost) and removes Total Packaged Oxygen (TPO) to extend the shelf life of products
Examples include beverages, potato chips, cereals and baby foods
Connecting Clean Water and Green Hydrogen
Chart's combined water treatment and cryogenic technologies can create a complete value chain for providing clean water and green hydrogen.
Recycled water is treated to ultra-purity standards suitable for hydrogen electrolysis
Hydrogen energy and pure oxygen, stored as a cryogenic liquid, are used with SDOX technology for improved wastewater treatment
Hydrogen is stored and distributed as a cryogenic liquid gas
Smart Aeration
Enhancing wastewater solutions with the combination of Uptime, offering a unique and innovative digital solution for the performance optimisation of your equipment.
In the water and wastewater treatment industry Power Mizer blowers are famed for their rugged dependability in demanding applications including:
Wastewater aeration
Sewage aeration
Odor control
Grit chamber aeration
Channel aeration
Filter backwash
CubusTurbo by Howden
High efficiency operation with unique dual point control
Multi blower control negates the need for a master control panel
Proven motor technology using active magnetic bearings
Proven and reliable aerodynamic performance
Simple handling and installation
Simplified maintenance for minimized lifecycle costs
Protection against power failure
Howden Uptime - digital twin and augmented reality driven performance optimization
Treatment as a Service (TaaS)
Self-Contained. Easily Deployed. Containerized award-winning solutions reduce infrastructure costs and increase the design’s utility in temporary applications, such as emergency environmental remediation, waste water treatment capacity constraints, and the removal of a variety of contaminants including PFAS and arsenic.
TaaS includes turn-key emergency or long-term OneChart™ water treatment services and equipment with the financial flexibility of a monthly contract.
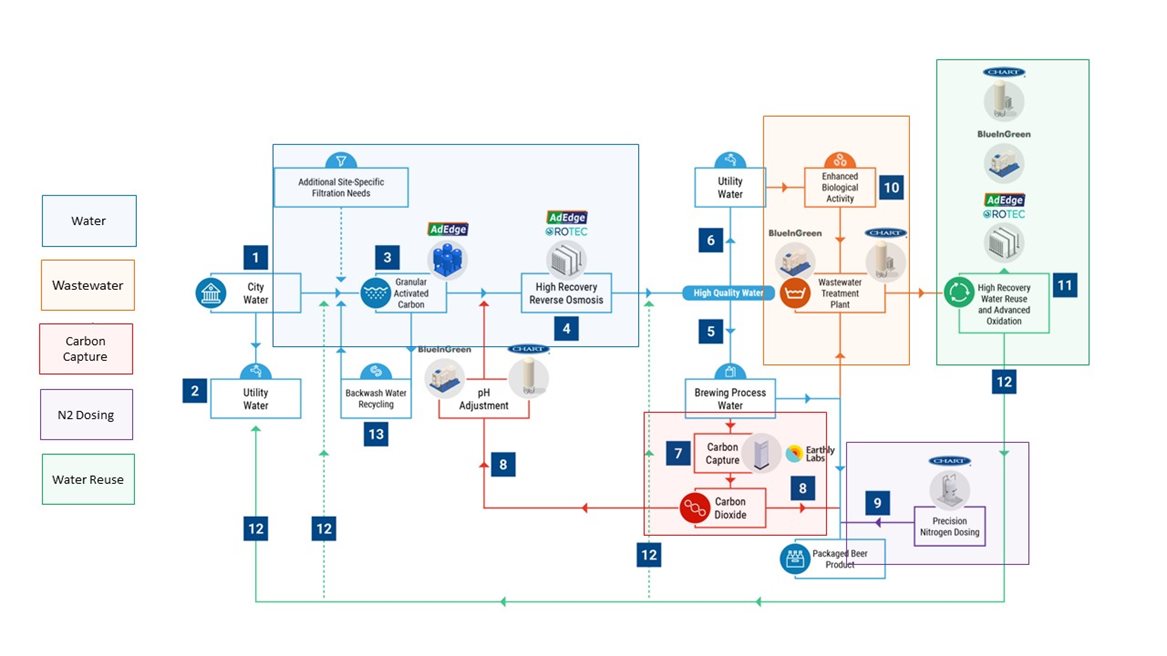
ChartWater systems optimize water use, wastewater treatment, water recycle and re-use, eliminate waste and improve efficiencies.
1. Water Source: Potable, municipal water.
2. Utility Water: Potable municipal water for cleaning, landscaping, and other ancillary uses (non-production).
3. Granular Activated Carbon (GAC): Removal of residual chlorine and trace organics to improve taste and address odor while preventing the formation of disinfection byproducts (DBPs). Additional purification may be required for alternate water sources, e.g., groundwater wells.
4. High Recovery Reverse Osmosis (RO): Seasonal, geographical, and climate-change related variations in water quality and availability drive demand for reverse osmosis treatment. High Recovery RO is an advanced approach to produce consistent high quality water while reducing operating costs (e.g., reduced water input, discharge, chemicals,labor).
5. High Quality Process Water: Used in the brewing process and for (6) critical, utility production applications (e.g., steam generation).
6. Utility Water: Potable municipal water for cleaning, landscaping, and other ancillary uses (non-production).
7. Carbon Capture (CC): Small-scale carbon-capture systems using CiCi® technology from Chart’s Earthly Labs captures high quality CO2 released during fermentation, reducing CO2 costs and greenhouse gas (GHG) emissions.
8. Recycled CO2: CO2 captured during fermentation may be used for carbonation of the product or for pH control.
9. Precision Nitrogen Dosing: Liquid nitrogen (LN2) dosers provide precise volumes of LN2 to reduce total packaged oxygen and pressurize containers to increase rigidity of packaging.
10. Wastewater Treatment: Wastewater is often discharged to a local municipal wastewater treatment (WWT) plant; however, supersaturated dissolved oxygen (SDOX®) technology enables efficient on-site pre-treatment, reducing municipal surcharges, energy costs and GHG emissions. Retrofitting existing WWT with SDOX® can reduce energy costs and GHG emissions by approximately 50%.
11. High-recovery Water Reuse: Facilities with onsite WWT may recycle and treat wastewater for potable applications using high-recovery RO and advanced oxidation and other processes, reducing total water use.
12. Onsite Use of Recycled Water: Recycled water can be reused as utility water and potentially redirected to the headworks of the treatment process at various stages, depending on water quality, degree of purification, and regulations for direct potable reuse.
13. Recycling of Backwash Water: Rather than sending the GAC backwash water to the drain, this is another simple way to generate sustainable savings by recycling the GAC backwash water.
Proud Partners
"We are extremely pleased with the results of the two SDOX® systems. Aside from making it easier for us to stay in compliance, once fully optimized, the energy savings alone are expected to justify the equipment.” Seth Walters, Sr. Director, Environmental Quality at Simmons Foods
“Despite increasing temperature, the SDOX® provided an ideal habitat for Lake Tenkiller’s trout population, preventing fish kills in Oklahoma’s hot summer months.” U.S. Army Corps of Engineers
“A year in, we’re very pleased with the new set-up and the entire process. sensors on the gas storage tank notify our gas supplier when we need more carbon dioxide and they come and fill up the tank. The CDOX® system does the rest. Now, our operators spend more time managing the rest of the operations. A lot more precise treatment means less variability in pH; so, we’re at steady-state a lot more and the downstream treatment processes are running better.” Wesley McGhee, Corporate Environmental Engineer at Campbell's
ChartWater Resource Center
Brochures, spec sheets, case studies and more.
AdEdge - 3rd Party Validation of Bayoxide® E33 Media
Bayoxide® E33 Media utilized by ChartWater’s AdEdge Water Technologies for adsorption of arsenic from water is the industry benchmark, providing the longest life and best life-cycle economics.
AdEdge - Arsenic Treatment Solutions
ChartWater’s AdEdge Water Technologies has over 400 arsenic treatment systems installed throughout the world. Learn more about the multiple proven solutions we offer to provide you with the best fit for you application.
AdEdge - biottta® Biological Treatment of Nitrate from Drinking Water
A biological treatment process for the removal of nitrate from drinking water, eliminating the problematic high concentration waste stream typical of legacy technologies.
AdEdge - Corporate Profile
The AdEdge Corporate Profile provides an overview of our company's technologies capabilities, solutions, and the markets we serve.
AdEdge - Emergency Treatment Services (TaaS) for PFAS and Arsenic
ChartWater’s AdEdge Water Technologies provides Treatment-as-a-Service (TaaS) to remove PFAS and Arsenic from water sources. TaaS includes turn-key emergency or long-term treatment equipment and services with the financial flexibility of a monthly contract.
AdEdge - GAC Treatment Solutions
ChartWater’s AdEdge Water Technologies is a leading provider of advanced water treatment technologies and solutions of all sizes serving both municipal and industrial clients. In October 2021, Calgon Carbon signed a referral agreement with AdEdge to partner in offering granular activated carbon treatment systems to a specific part of the drinking water market.
AdEdge - H2Zero Backwash Recycle System
ChartWater’s AdEdge Water Technologies developed a complete backwash recycle solution to achieve > 99.7% water recovery for systems treating arsenic, iron, and/or manganese.
AdEdge - Manganese Treatment Solutions
ChartWater's AdEdge Water Technologies has >350 treatment systems installed removing manganese from water. Learn more about the multiple proven solutions we offer to provide the best fit for your application.
AdEdge - PFAS Treatment Solutions Overview
With over 1,100 water treatment systems treating a variety of contaminants installed and operating since 2002, ChartWater’s AdEdge Water Technologies has extensive experience with effective methods for removing PFAS from water and can help be your guide to address PFAS.
AdEdge - PFAS Treatment with FLUORO-SORB Media
ChartWater’s AdEdge Water Technologies designs and manufactures multiple solutions for PFAS treatment to provide a complete treatment system, including pre-treatment as needed, to best fit the application and optimize the total life-cycle cost. One of the most capable media solutions we offer is FLUORO-SORB.
AdEdge - Treatment Solutions for Permanent Dewatering
Buildings constructed in areas with shallow groundwater may be require permanent onsite treatment of extracted water to meet local or state water quality requirements prior to discharge. ChartWater’s AdEdge Water Technologies supplies complete and integrated solutions to handle multiple contaminant removal needs.
AdEdge - WaterPOD Containerized Treatment Systems
ChartWater’s AdEdge Water Technologies WaterPOD solution provides a complete turn-key water treatment system inside of a modular container, customized to meet the site-specific requirements and customer preferences, saving time and money.
BlueInGreen - Aeration Comparison
The more efficient your aeration system is, the more money you save. See how BlueInGreen solutions compare against traditional aeration systems.
BlueInGreen - Dual SDOX®600 Container
Treat more flow with greater treatment demands in a smaller footprint using a fraction of the energy costs and greenhouse gas emissions. Each Dual SDOX® container can treat up to 4 MGD (15,142 m3/day) of typical domestic wastewater.
BlueInGreen - Odor and Corrosion Control
Supersaturated dissolved oxygen for odor and corrosion control in Collection Systems (SDOX-CS®).
BlueInGreen - Oxidation
Supersaturated dissolved ozone (HyDOz®) for oxidation.
BlueInGreen - pH Control with CO2
Supersaturated dissolved carbon dioxide for pH control.
BlueInGreen - SDOX® Oxygenation
Supersaturated dissolved oxygen (SDOX®) for oxygenation.
BlueinGreen - TaaS
Treatment-as-a-Service
ChartWater Brochure
An overview of ChartWater offering comprehensive water treatment solutions from Chart Industries, BlueInGreen, AdEdge Water Technologies and Howden.
CubusTurbo by Howden
Plug and play turbo blower range for industrial and wastewater applications. US version
CubusTurbo by Howden
Plug and play turbo blower range for industrial and wastewater applications. European version, German translation.
CubusTurbo by Howden
Plug and play turbo blower range for industrial and wastewater applications. European version.
Engineered Systems for Water Treatment
ChartWater LOX and LCO2 systems for water treatment plants.
AdEdge - Biological Treatment of Nitrate from Drinking Water in Taylorville, IL
The City of Taylorville, IL selected ChartWater’s AdEdge Water Technologies to design and deliver a biottta® system to biologically remove nitrates from their drinking water, the first of its kind in the Midwest.
ChartWater’s AdEdge Water Technologies designed and delivered four containerized Arsenic treatment systems and two multi-contaminant PFAS and Arsenic systems, improving water quality and reduce water production costs.
AdEdge - Evaluate and Optimize Manganese Water Treatment
There is increased attention on the health concerns related to manganese at elevated levels in drinking water. Based on our recognition as manganese treatment experts, ChartWater’s AdEdge Water Technologies participated in helping to develop a thorough resource to assist communities and operators evaluate methods to reduce manganese.
AdEdge - How to Develop The Best Construction Dewatering Solutions
AdEdge Water Technologies specializes in the design, development, fabrication, and supply of water treatment solutions. They’ve developed innovative technologies to remove a wide range of contaminants in permanent construction dewatering applications.
AdEdge - In depth look into iron and manganese treatment
ChartWater’s AdEdge Water Technologies experts outline the best practices and solutions for treating these contaminants.
AdEdge - Removing Iron and Manganese Case Study - Louisville, GA
ChartWater’s AdEdge Water Technologies helped lower iron and manganese levels to non-detectable levels with a packaged skid mounted system.
AdEdge - Removing Iron and Manganese Case Study - Meadow Lake MHC, MI
ChartWater’s AdEdge Water Technologies skid mounted treatment system utilizing high rate AD26 oxidation/filtration media helped improve the water quality for over 1,000 people.
AdEdge - Removing PFAS Is More Complicated (And Solvable) Than You Think
When it comes to removing PFAS, don’t assume you know what technology is best. ChartWater’s AdEdge Water Technologies is an experienced partner that can help you implement the approach with the lowest life-cycle cost.
AdEdge - USEPA Demonstrations Proving Effectiveness of AdEdge Arsenic Solutions
ChartWater’s AdEdge Water Technologies was selected by USEPA through an expert peer review process in cooperation with the individual host sites to conduct full scale arsenic treatment demonstrations using Bayoxide® E33 adsorption and AD26 oxidation/filtration technologies.
AdEdge - When Sequestering Fails: Removing Iron and Manganese and Recycling Backwash Waste Case Study – Upchurch Place, NC
Upchurch Place could not solve the aesthetic issues in their water caused by iron and manganese with sequestering. ChartWater’s AdEdge Water Technologies provided their AD26L treatment system with a complete H2Zero Backwash Recycle and Sludge Management solution.
BlueInGreen - Advancing Cleaner Water with CO2 for pH control
Common uses of CO2 for pH adjustments in water treatment and how Chart and BlueInGreen solutions work together.
BlueInGreen - CDOX® - Omaha Municipal Utility District
BlueInGreen CDOX® technology provided superior operational performance relative to the competing technology, including a 90% reduction in carrier water and associated energy use.
BlueInGreen - CDOX® Campbell's / Snyder's Lance
Wastewater pre-treatment - CDOX® and CO2-based system replaced manual chemical dosing of strong-acids, increasing workplace safety while reducing operating costs.
BlueInGreen - SDOX® Mountaire Farms
Replacing mechanical surface aerators with SDOX® technology to fulfill the oxygen needs of biological treatment processes without interrupting operations.
BlueInGreen - SDOX® Pulp & Paper Mill, Arkansas
To improve odor management, reduce chemical treatment and operating costs, a pulp and paper mill installed two SDOX® systems.
BlueInGreen - SDOX® Seaboard-Triumph Foods
A pork processing plant replaced chemical treatments of hydrogen peroxide and a catalyst with SDOX® technology to mitigate sulfide production by promoting an aerobic environment in the facility’s wastewater effluent.
BlueInGreen - SDOX® Simmons Foods
“We are extremely pleased with the results of the two SDOX systems. Aside from making it easier for us to stay in compliance during cold weather, once fully optimized, the energy savings alone are expected to justify the equipment.”
BlueInGreen - SDOX® Tyson Foods
A facility operating at full capacity with no reserve replaced its conventional jet aeration system with SDOX®. By eliminating plant downtime during the retrofit BIG saved the facility millions of Dollars. In operation SDOX® reduces energy use by ~75% (1,650 HP), saving more than $646,000 in annual energy costs, reduces net cost of consumables and increases treatment capacity.
ChartWater Aeration System at Electric Power Plant
Using LOX to optimize oxygen levels deployed downstream from a dam.
ChartWater biottta® treatment system in Cold Spring, MN
Cold Spring's (MN) first biological treatment plant using ChartWater biottta® treatment system.
LCO2 System for Water Treatment
ChartWater supplied a water treatment plant in GA with a liquid carbon dioxide facility as part of the arsenic removal process.
LOX Supply for Ozone Generation
LOX Systems approach with 26K gal liquid oxygen storage ensures gaseous oxygen supply in ozone treatment.
LOX System for Ozone Generation
Chart developed the cryogenic liquid oxygen storage system for a new water plant using ozone, instead of chlorine for pre-treatment.
LOX Technology for Water Treatment
ChartWater supplied a liquid oxygen system as part of an upgrade and performance improvements at a municipal water treatment facility in CA.
Ozone Generation Using LOX
Chart developed the liquid oxygen unloading, storage and vaporization system for the world's largest submerged membrane water treatment plant.
Waste Heat Recovery at SNB
Waste heat recovery application within a sewage treatment plant in the Netherlands.
Engineered Systems Catalog
AdEdge - Bayoxide® E33 Media
ChartWater’s AdEdge Water Technologies uses Bayoxide® E33 Media for the removal of arsenic, antimony, and other heavy metals from water.
AdEdge - Manganese Dioxide Media
For arsenic, iron, manganese, and sulfide removal.
AdEdge - Manganese Treatment Solutions
ChartWater's AdEdge Water Technologies has >350 treatment systems installed removing manganese from water. View the specs to find the best fit for your application.
AdEdge 26L Media
ChartWater’s AdEdge Water Technologies’ AD26L media effectively removes iron, manganese, and sulfide from water using just chlorine and with no regeneration required.
AdEdge AD26 Media
ChartWater’s AdEdge Water Technologies’ AD26 media effectively removes iron, manganese, and sulfide from water using just chlorine and with no regeneration required.
AdEdge AD88 and AD88-S Resin
ChartWater’s AdEdge Water Technologies’ AD88 and AD88-S resins remove radium from water and can be designed as both a regenerating or one-time use system.
AdEdge AD92 Resin
ChartWater’s AdEdge Water Technologies’ AD92 resin removes uranium from water and can be designed as both a regenerating or one-time use system.
AdEdge ADGS+ Media
ChartWater’s AdEdge Water Technologies’ ADGS+ media effectively removes iron, manganese, and sulfide from water using just chlorine and with no regeneration required.
AdEdge Arsenic Bid Qualification
Document and specification package by AdEdge.
Ambient Air Vaporizers – Thermafin Supergap (Made in US)
For high pressure to high flow applications.
BlueInGreen pH Control
StreamLine®CO2 systems offers highly efficient
pH adjustment at a lower capital cost
than conventional equipment.
HSi-CO2 Series
Horizontal storage integrated bulk system for CO2 supply in outdoor installation. Manufactured in US.
Nitrogen Boost System for Ozone Generation
VSi-CO2 Series
Vertical storage integrated bulk systems for CO2 supply in outdoor installation. Manufactured in US.
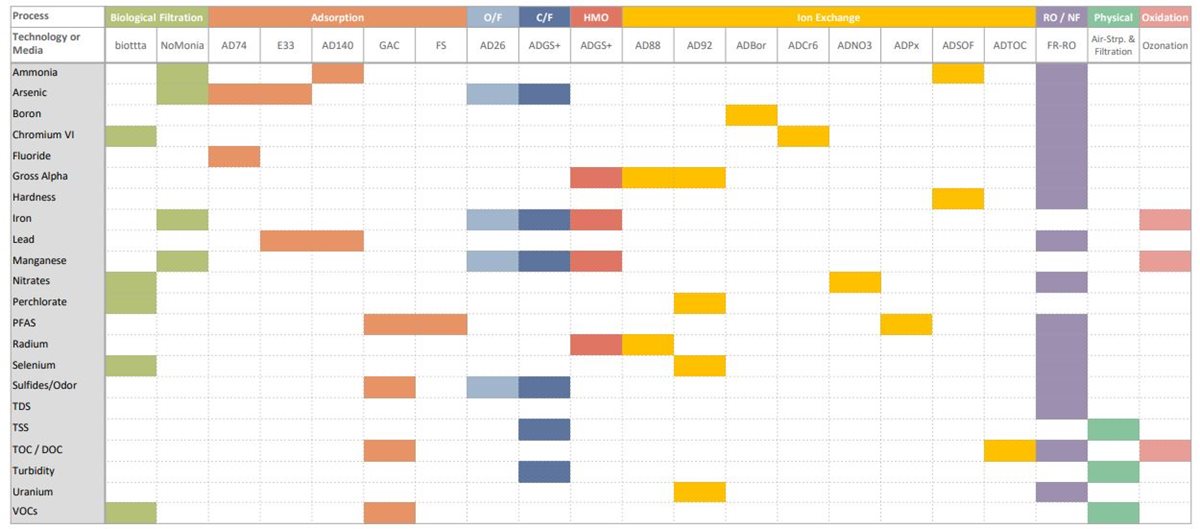
Water Treatment Matrix
Summary of ChartWater’s extensive technologies and solutions to remove 25 contaminants from water. Comprising the expertise of both AdEdge and BlueInGreen.
Contact a water treatment specialist
Call or complete our short form, and one of our experts will be in touch.
BlueInGreen
+1 304 825 5244
AdEdge
+1 678 835 0052
ChartWater India
+91-9717032880, +1-330-805-2615
Webinars
Learn more from our experts. We invite you to view our informational webinar series. Click the titles below to access.


































 Request A Quote
Request A Quote
 Email An Inquiry
Email An Inquiry
 Find Our Locations
Find Our Locations
 Join Our Team
Join Our Team